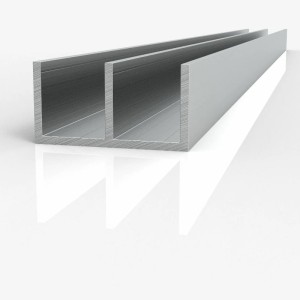
Двутавр (балка двутавровая) 25 Ш1 Ст3сп5 ГОСТ 8239-89

- ГОСТ/ТУГОСТ 8239-89
- МаркаСт3сп5
- МаркировкаШ1
- Размер25
- ГОСТ/ТУГОСТ 8239-89
- МаркаСт3сп5
- МаркировкаШ1
- Размер25
Описание Двутавр (балка двутавровая) 25 Ш1 Ст3сп5 ГОСТ 8239-89
Двутавр (балка двутавровая) 25 Ш1 Ст3сп5 ГОСТ 8239-89 в наличии на складе в Нижнем Новгороде от компании «Инметпром». Закажите двутавр (балка двутавровая) 25 Ш1 Ст3сп5 ГОСТ 8239-89 по номеру телефона +7 (831) 414-03-29, отправив запрос на электронную почту nizhny-novgorod@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!
- ГОСТ/ТУ:ГОСТ 8239-89
- Размер:20
- Цена: 100 038 ₽/т
- Цена: 79 461 ₽/т
- ГОСТ/ТУ:ГОСТ 8239-89
- Способ производства:Г/К
- Размер:20
- Цена: 67 029 ₽/т
- Длина, мм:11000
- ГОСТ/ТУ:ГОСТ 8239-89
- Мерность:М/Д
- Цена: 71 550 ₽/т
- Длина, мм:11700
- ГОСТ/ТУ:ГОСТ 8239-89
- Мерность:Н/Д
- Цена: По запросу

- Размер, мм:16х10
- Покрытие:Без покрытия
- Цена: 230 ₽/кг
- Цена: 808 ₽/кг
- Цена: 792 ₽/кг

- ГОСТ/ТУ:ГОСТ 13840-68
- Диаметр, мм:12
- Цена: 101 268 ₽/м
- Цена: 34 ₽/м2

- Длина, мм:2000
- ГОСТ/ТУ:ГОСТ 19771-93
- Мерность:М/Д
- Цена: 68 850 ₽/т

- Размер, мм:16
- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Цена: По запросу

- Цена: По запросу
- Размер:20
- ГОСТ/ТУ:ГОСТ 8239-89
- Цена: 100 038 ₽/т
- Цена: По запросу
- Марка:Ст3пс
- ГОСТ/ТУ:ГОСТ 8239-89
- Размер:20
- Цена: 105 300 ₽/т
- Цена: 97 513 ₽/т
- Мерность:М/Д
- Размер:20
- ГОСТ/ТУ:ГОСТ 8239-89
- Цена: 97 155 ₽/т
- Цена: 77 343 ₽/т
- Марка:Ст3сп
- ГОСТ/ТУ:ГОСТ 8239-89
- Способ производства:Г/К
- Цена: 81 241 ₽/т
- Цена: 99 558 ₽/т
Требования к складированию двутавровых балок типа 25Ш1 на строительной площадке включают их размещение на ровных, подготовленных площадках. Балки укладываются на деревянные подкладки штабелями высотой не более 2 м, с использованием прокладок между рядами, обеспечивая устойчивость штабеля и доступ для осмотра и погрузочно-разгрузочных работ.
Типичные сроки изготовления балок 60Ш3 по СТО АСЧМ 20-93 под заказ могут варьироваться в широких пределах, от нескольких недель до нескольких месяцев. Сроки зависят от загруженности производственных мощностей металлургического предприятия и объема заказанной партии.
Сталь 09Г2С обладает лучшей свариваемостью по сравнению со сталью С245, особенно при выполнении работ при низких температурах и для элементов большой толщины. Обе стали относятся к хорошо свариваемым стандартными методами сварки.
Предельные отклонения по ширине полки у балки 30К2, изготовленной по СТО АСЧМ 20-93, составляют ±3.0 мм.
Основное отличие балок типа Б (нормальные) и К (колонные) по СТО АСЧМ 20-93 заключается в их геометрических пропорциях. Балки типа К имеют значительно более широкие полки и большую толщину стенки и полок при сопоставимой высоте, что делает их оптимальными для использования в качестве сжатых элементов, таких как колонны.
Для ручной дуговой сварки балок 25Ш1 из стали С355 рекомендуется использовать электроды типа Э50А (например, УОНИ-13/55) или Э55. Выбор обеспечивает равнопрочность сварного соединения основному металлу и зависит от условий сварки.
На производстве для контроля качества балок 50Ш2 могут применяться различные методы неразрушающего контроля. К ним относятся ультразвуковой контроль (УЗК) основного металла и сварных швов (для сварных балок), а также визуально-измерительный контроль (ВИК) геометрических параметров и качества поверхности.