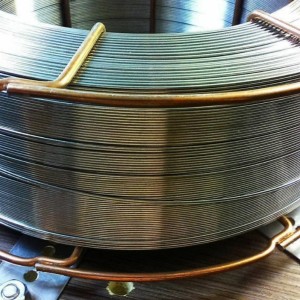
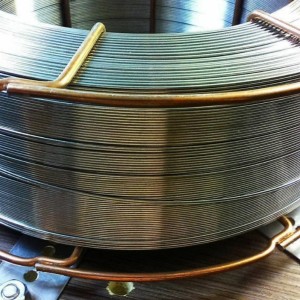
Сварочная проволока неомедненная 1 мм AristoRod 13.08 Esab ГОСТ 2246-70
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1
- ПоверхностьНеомедненная
- СерияEsab AristoRod 13.08
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1
- ПоверхностьНеомедненная
- СерияEsab AristoRod 13.08
Описание Сварочная проволока неомедненная 1 мм AristoRod 13.08 Esab ГОСТ 2246-70
Сварочная проволока неомедненная 1 мм AristoRod 13.08 Esab ГОСТ 2246-70 в наличии на складе в Нижнем Новгороде от компании «Инметпром». Закажите сварочная проволока неомедненная 1 мм AristoRod 13.08 Esab ГОСТ 2246-70 по номеру телефона +7 (831) 414-03-29, отправив запрос на электронную почту nizhny-novgorod@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу
- Цена: По запросу
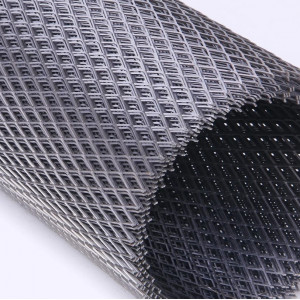
- Размер, мм:16х10
- Покрытие:Без покрытия
- Цена: 230 ₽/кг

- Цена: 208 ₽/м2
- Цена: 34 ₽/м2

- Размер 1, мм:40
- Размер 2, мм:40
- ГОСТ/ТУ:ГОСТ 19771-93
- Цена: 79 705 ₽/т
- Длина, мм:2000
- ГОСТ/ТУ:ГОСТ 19771-93
- Мерность:М/Д
- Цена: 68 850 ₽/т

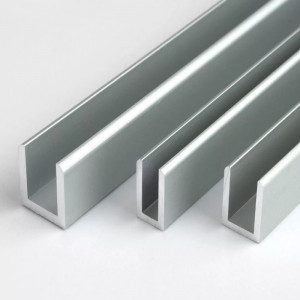
- Марка:Д16Т
- Способ производства:Прессованный
- ГОСТ/ТУ:ГОСТ 21488-97
- Цена: 796 543 ₽/т
- Цена: 753 493 ₽/т

- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Диаметр, мм:0,5
- Цена: По запросу
- Поверхность:Без покрытия
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08Г2С
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,6
- Форма поставки:Моток
- Цена: По запросу
- Поверхность:Без покрытия
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Цена: По запросу
- Марка:Св-08Г2С
- Поверхность:Без покрытия
- Диаметр, мм:0,7
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.58
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
Основные преимущества использования нержавеющей сварочной проволоки с полированной поверхностью (шероховатость Ra < 0.2 мкм) для автоматической аргонодуговой сварки (TIG) по сравнению с проволокой, имеющей стандартную волоченую поверхность, заключаются в более стабильной и плавной подаче через направляющие каналы и мундштуки, меньшем коэффициенте трения и, как следствие, меньшем износе подающих роликов и токосъемных наконечников, а также в улучшении стабильности горения дуги за счет более надежного электрического контакта.
Типичный предел текучести наплавленного металла, полученного с использованием наплавочной порошковой проволоки марки ПП-Нп-30ХГСА (предназначенной для наплавки деталей, работающих в условиях абразивного износа и умеренных ударных нагрузок), после процесса наплавки и без последующей термической обработки, при температуре испытания 20°C, составляет ориентировочно 500-650 МПа. Твердость наплавленного слоя обычно находится в диапазоне 45-55 HRC. Точные значения зависят от параметров режима наплавки и степени перемешивания с основным металлом.
Проволока СВ-08Г2С, намотанная на пластиковую кассету типа D200 (еврокассета), имеет преимущество перед проволокой на металлической каркасной катушке при хранении в условиях повышенной влажности (до 80%). Это связано с тем, что пластик не подвержен коррозии и, следовательно, не загрязняет поверхность проволоки продуктами коррозии катушки. Однако сама сварочная проволока все равно требует защиты от влаги (например, путем герметичной упаковки).
Да, прямым отечественным аналогом импортной сварочной проволоки сплошного сечения, классифицируемой как ER70S-6 по американскому стандарту AWS A5.18, согласно ГОСТ 2246-70 является сварочная проволока марки СВ-08Г2С. Обе эти проволоки предназначены для сварки углеродистых и низколегированных сталей в среде защитных газов и имеют схожий химический состав, а также обеспечивают близкие механические свойства наплавленного металла.
Основные преимущества использования сварочной проволоки со специальным поверхностным покрытием, улучшающим токоподвод в контакте "проволока-наконечник" (например, тонкое качественное медное покрытие стабильной толщины и адгезии или специальное графитовое напыление), при сварке на больших токах (свыше 300 А) в автоматическом режиме заключаются в снижении электрического сопротивления в зоне контакта, уменьшении нагрева и эрозионного износа токосъемного наконечника, более стабильном горении дуги и, как следствие, меньшем разбрызгивании расплавленного металла.
Буквы "СВ" в начале маркировки сварочной проволоки, например, СВ-08Г2С, согласно ГОСТ 2246-70, являются аббревиатурой и означают "СВарочная".
ГОСТ 2246-70 устанавливает строгие требования к качеству поверхности сварочной проволоки: она должна быть чистой, гладкой, без видимых трещин, расслоений, плен, закатов, забоин, заусенцев, а также без окалины, ржавчины, следов масла и других загрязнений, которые могут негативно повлиять на стабильность горения дуги и качество сварного шва. Допускается наличие тонкого слоя технологической смазки, не ухудшающего сварочно-технологические свойства.