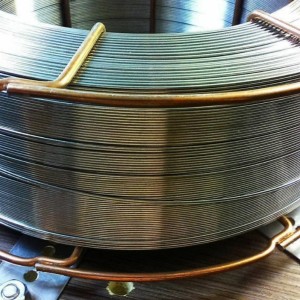
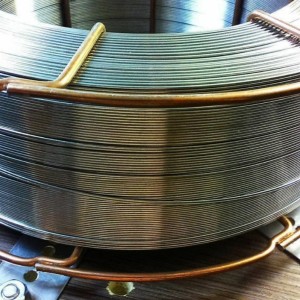
Сварочная проволока омедненная 1 мм Св-08Г2С моток ТУ 14-1-953-74
- ГОСТ/ТУТУ 14-1-953-74
- Диаметр, мм1
- МаркаСв-08Г2С
- ПоверхностьОмедненная
- Форма поставкиМоток
- ГОСТ/ТУТУ 14-1-953-74
- Диаметр, мм1
- МаркаСв-08Г2С
- ПоверхностьОмедненная
- Форма поставкиМоток
Описание Сварочная проволока омедненная 1 мм Св-08Г2С моток ТУ 14-1-953-74
Сварочная проволока омедненная 1 мм Св-08Г2С моток ТУ 14-1-953-74 в наличии на складе в Нижнем Новгороде от компании «Инметпром». Закажите сварочная проволока омедненная 1 мм Св-08Г2С моток ТУ 14-1-953-74 по номеру телефона +7 (831) 414-03-29, отправив запрос на электронную почту nizhny-novgorod@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Диаметр, мм:4
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу

- Марка:Castolin 192FBK
- Материал:Алюминий
- Цена: По запросу
- Марка:Castolin Alutin 51
- Материал:Алюминий
- Цена: По запросу
- Марка:Castolin RB
- Материал:Алюминий
- Цена: По запросу
- Марка:А
- Материал:Оловянно-свинцовый сплав
- Цена: По запросу
- Цена: 368 ₽/кг

- Покрытие:Без покрытия
- Размер, мм:16х10
- Цена: 230 ₽/кг

- Цена: 70 ₽/м2
- Цена: 208 ₽/м2
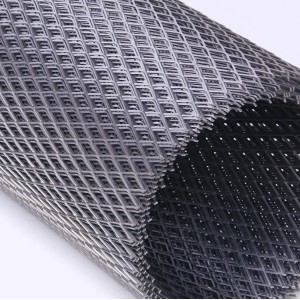
- Тип:Штукатурная
- Ширина, м:1
- Длина, м:12
- Цена: 458 ₽/м2

- Цена: По запросу

- Цена: 3 900 000 ₽/т

- Цена: 185 ₽/кг
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Nicros 308LSi
- Диаметр, мм:0,6
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:ER-70S-6
- Диаметр, мм:0,6
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,6
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- Диаметр, мм:0,6
- Марка:Св-08Г2С
- Форма поставки:Кассета К-300
- Цена: По запросу
- Поверхность:Без покрытия
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08Г2С
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
Индекс "LSi" в распространенной маркировке импортной нержавеющей сварочной проволоки, такой как ER308LSi (по классификации стандарта AWS), имеет следующее значение: "L" – означает "Low carbon" (низкое содержание углерода, обычно не более 0.03%), что повышает стойкость сварного шва к межкристаллитной коррозии; "Si" – означает "high Silicon" (повышенное содержание кремния, обычно в диапазоне 0.65-1.0%), что улучшает смачиваемость сварочной ванны и формирование шва.
Экономическая целесообразность использования самозащитной порошковой проволоки по сравнению со сплошной проволокой СВ-08Г2С с применением углекислого газа CO2 (при общем объеме сварочных работ, требующем 100 кг наплавленного металла) зависит от множества факторов. К ним относятся: стоимость самой проволоки (самозащитная обычно дороже), стоимость защитного газа и его расход, производительность процесса, требования к качеству шва и условия выполнения работ (например, в полевых условиях самозащитная часто выгоднее из-за отсутствия необходимости в газовых баллонах).
Типичный предел текучести наплавленного металла, полученного с использованием наплавочной порошковой проволоки марки ПП-Нп-30ХГСА (предназначенной для наплавки деталей, работающих в условиях абразивного износа и умеренных ударных нагрузок), после процесса наплавки и без последующей термической обработки, при температуре испытания 20°C, составляет ориентировочно 500-650 МПа. Твердость наплавленного слоя обычно находится в диапазоне 45-55 HRC. Точные значения зависят от параметров режима наплавки и степени перемешивания с основным металлом.
Система классификации и обозначения сварочных проволок по ГОСТ 2246-70 основана преимущественно на химическом составе самой проволоки. В отличие от этого, система, принятая в европейском стандарте EN ISO 14341 (а также в американских стандартах AWS), дополнительно учитывает механические свойства наплавленного металла и тип рекомендуемого защитного газа, что дает более полное представление о назначении и эксплуатационных характеристиках проволоки. Обозначения марок в этих системах также принципиально различны.
Недостаток применения активированной сварочной проволоки (например, СВ-08Г2С-А, содержащей повышенное количество раскисляющих и микролегирующих элементов) для сварки сталей с высоким содержанием углерода (более 0.45% С) может заключаться в увеличении склонности металла сварного шва к образованию горячих (кристаллизационных) трещин. Это связано с влиянием активирующих добавок на процесс кристаллизации металла шва и расширение температурного интервала хрупкости.
Ориентировочная скорость коррозии сварного шва, выполненного проволокой СВ-08А (углеродистая сталь) и не имеющего защитного покрытия, в суглинистой почве с кислотностью pH 5 и относительной влажностью 70% может составлять от 0.05 до 0.2 мм/год. Скорость зависит от множества факторов, включая аэрацию почвы, ее минеральный состав и наличие блуждающих токов. В таких условиях требуется антикоррозионная защита.
Основные преимущества использования нержавеющей сварочной проволоки с полированной поверхностью (шероховатость Ra < 0.2 мкм) для автоматической аргонодуговой сварки (TIG) по сравнению с проволокой, имеющей стандартную волоченую поверхность, заключаются в более стабильной и плавной подаче через направляющие каналы и мундштуки, меньшем коэффициенте трения и, как следствие, меньшем износе подающих роликов и токосъемных наконечников, а также в улучшении стабильности горения дуги за счет более надежного электрического контакта.